陶瓷百科
首页>>陶瓷百科
陶瓷百科 Pottery Encyclopedia
| 陶瓷快速无模成型8种工艺简介 |
| 来源:粉体网 发布时间:2018-06-21 08:37:06 点击:1576 |
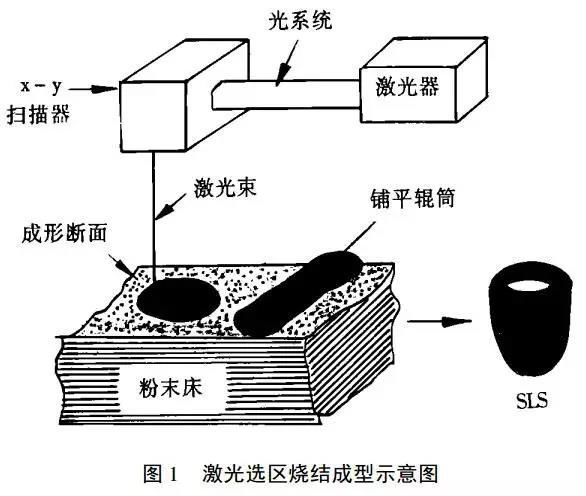
固体无模成型技术突破了传统成型思想的限制,是一项基于“生长型”的成型方法。这项以计算机为依托的成型技术,综合运用了机械、电子、材料等学科的知识,被称为自数控技术以来,制造技术的突破。其成型过程是先由CAD软件设计出所需零件的计算机三维实体模型,即电子模型;然后按工艺要求将其按一定厚度分解成一系列“二维”截面,即把原来的三维电子模型变成二维平面信息;再将分层后的数据进行一定的处理,加入加工参数,生成数控代码,在计算机控制下,外围加工设备以平面方式有顺序地连续加工出每个薄层并叠加形成三维部件。这样就把复杂的三维成型问题变成了一系列简单的平面成型。 实践表明,该技术在缩短产品开发周期,降低开发成本的效果是极其明显的。综合来看,这种技术具有以下显著的优点:高度柔性、技术的高度集成、快速性、自由成型制造、材料的广泛性。下面着重介绍8种典型的陶瓷快速无模成型工艺。 1、激光选区烧结成型(SLS) 在SLS中,首先将粉料辅在工作平台上,然后利用计算机控制的激光束扫描特定区域的粉末,使该区域的粉末受热熔融从而逐层粘结固化。当这一层扫描完毕后,添加新一层的粉料,继续重复上述工作,终形成三维部件。一般经SLS加工的陶瓷坯体致密化程度较低,需要后续的烧结处理。
2、三维打印成型(3DP) 3DP的成型过程与SLS相似,只是将SLS中的激光变成喷墨打印机喷射结合剂。该技术制造致密的陶瓷部件具有较大的难度,但在制造多孔的陶瓷部件(如金属陶瓷复合材料的多孔坯体或陶瓷模具等)方面具有较大的优越性。
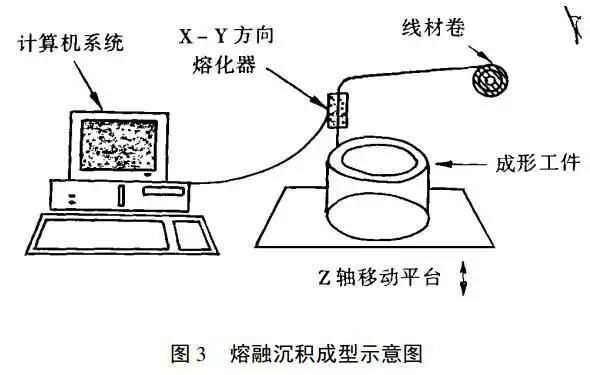
3、熔融沉积成型(FDC) FDC生产效率较高,但表面精度较低。在FDC中通常将陶瓷粉与特制的粘结剂混合,挤制成细丝。通过计算机控制将细丝送入熔化器,在稍高于其熔点的温度下熔化,再从喷嘴挤至成型平面上。通过控制喷嘴在x-y方向和工作平台在z方向的移动可以实现三维部件的成型。该工艺对丝的要求较为严格,需要合适的粘度、柔韧性、弹性模量、强度和结合性能等。
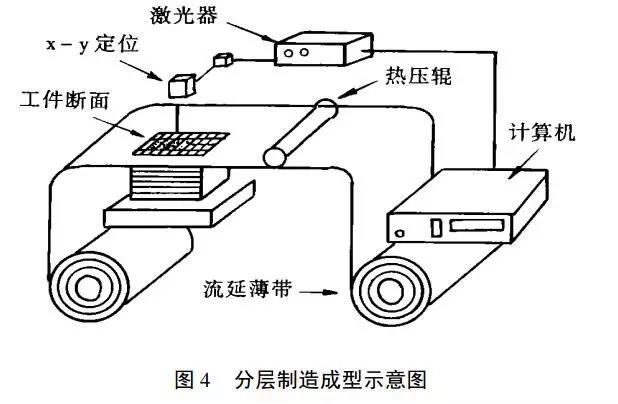
4、分层制造成型(LOM) LOM工艺利用激光在x-y方向的移动切割每一层薄片材料。每完成一层的切割,控制工作平台在z方向的移动以叠加新一层的薄片材料。激光的移动由计算机控制。层与层之间的结合可以通过粘结剂或热压焊合。由于该方法只需要切割出轮廊线,因此成型速度较快,且非常适合制造层状复合材料。用于叠加的陶瓷材料一般为流延薄材。
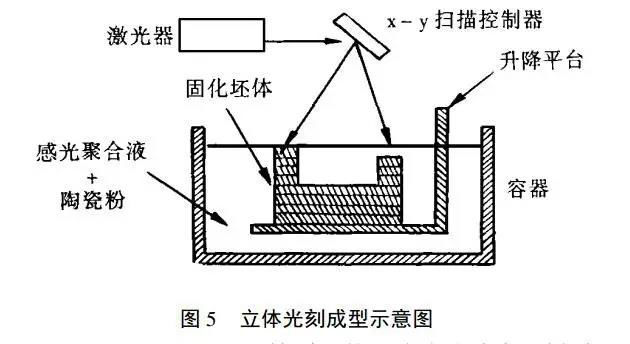
5、立体光刻成型(SL) 首先将陶瓷粉与可光固化的树脂混合制成陶瓷料浆。铺展在工作平台上,通过计算机控制紫外线选择性照射溶液表面。含有陶瓷的溶液通过光聚合形成高分子聚合体结合的陶瓷坯体。通过控制平台在z方向的移动,可以使新的一层溶液流向已固化部分表面。如此反复循环,终就可以形成所需的陶瓷坯体。
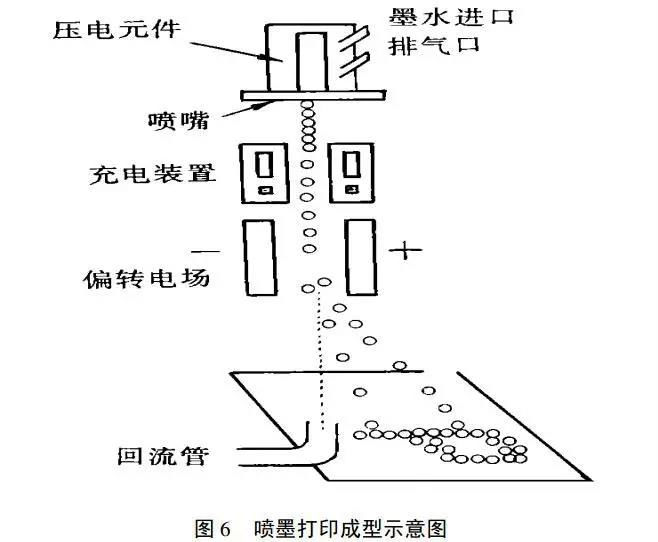
6、喷墨打印成型(I-JP) 该技术是将待成型的陶瓷粉与各种有机物配制成陶瓷墨水,通过打印机将陶瓷墨水打印到成型平面上成型。目前喷墨打印成型技术可以采用连续式喷墨打印机和间歇式喷墨打印机。连续式喷墨打印技术具有较高的成型效率,而间歇式打印技术具有较高的墨水利用率,而且可以方便的实现对陶瓷部件成分的逐点控制。
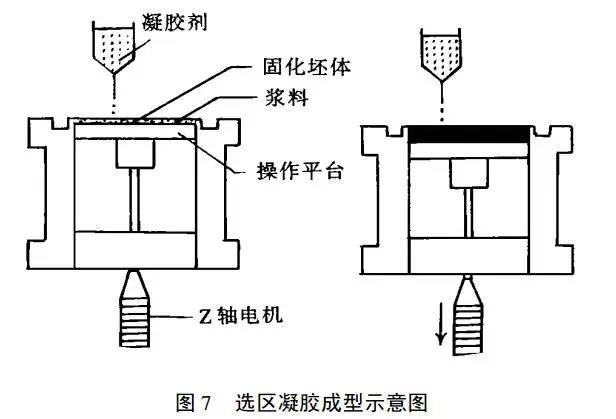
7、选区凝胶成型(SG) 该方法是利用海藻酸钠一价盐可以溶于水,而高价盐可以形成凝胶的原理来制备陶瓷坯体。首先将海藻酸钠和陶瓷粉制成低粘度水性浆料(固相含量约为50vol%),然后利用刮刀将浆料铺展在工作平台上。利用喷墨打印技术滴入高价阳离子的盐溶液(如CaCl2)引发浆料的局部凝胶,通过计算机控制作用范围,就可以形成需要的形状。通过控制工作平台在z方向的位置,可以使新的一层浆料铺展在平台上。如此反复终就可以形成所需的陶瓷坯体。
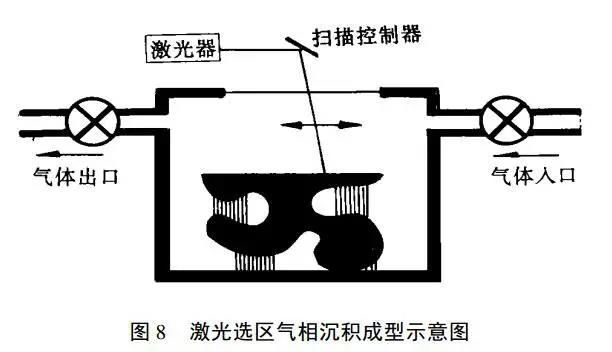
8、激光选区气相沉积成型(SALD) 利用计算机控制的激光束为气体提供反应区域。反应气体(如含碳气体CH4、C2H2等)在基片上沉积得到部件。该技术具有将简单陶瓷部件成型为复杂陶瓷部件的能力。
小结 快速无模成型是未来材料制造的发展趋势,虽然目前面临很多困难,特别是产业化难度很大,但随着科学技术的不断发展,尤其是信息技术的发展会进一步促进制造工业的集成化,这些困难有望得到解决。 |
| 上一页:陶瓷材料解析【新型陶瓷生产工艺——成型】 下一页:陶瓷材料解析【新型陶瓷的工艺技术现状及展望】 |
  |